Muchas plantas aún funcionan con una estrategia de mantenimiento del tipo «hasta que deje de funcionar». De este modo, no se aplican medidas hasta que la maquinaria falla; por lo que el personal de mantenimiento va de un desastre a otro. Los costos de mantenimiento y las pérdidas de producción son elevados.
Algunas empresas se pasaron al mantenimiento preventivo o conforme a un calendario. Las medidas se planifican sin tener en cuenta el estado actual del equipo. Con este enfoque, puede que las máquinas sin fallas se reparen sin ninguna necesidad, lo que da como resultado costos más altos del programa.
Durante los últimos 30 años, la Marina de los EE. UU. y otras empresas que forman parte de Fortune 500 pasaron de un mantenimiento preventivo a uno basado en el estado. En los mantenimientos basados en el estado, las máquinas se miden con métodos como el análisis de vibración, que no requiere el desmantelamiento de la máquina para encontrar la falla. Cuando aparece una falla en la máquina, la reparación se planifica cuando se necesita, ni antes ni después.
Indicadores prematuros del estado de la máquina
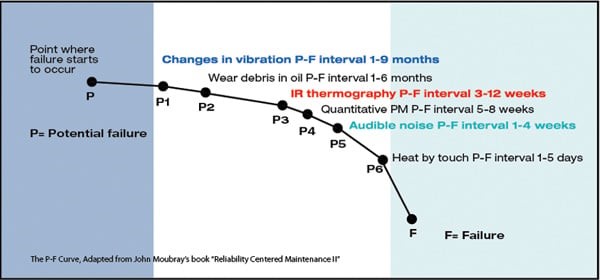
Se utilizan varias tecnologías para medir y diagnosticar el estado de la máquina. Dos de las más importantes son la comprobación de vibraciones y la termografía infrarroja. El gráfico muestra cómo puede detectar los cambios, primero con la comprobación de vibraciones y luego con la termografía infrarroja. Solo más adelante, poco antes de que la máquina falle, podrá oír ruidos y sentir el calor.